Rotational moulding is the process of manufacturing hollow plastic parts/products such as garden planters, water butts or canoes.
Rotational moulding produces strong durable products that are weather resistant and can last many years.
The process involves high temperatures of heat which melt the Medium Density Polyethylene (MDPE) into a substance that can then be moulded to any shape.
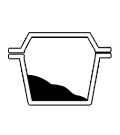 Stage 1 - Charging the mould
Stage 1 - Charging the mould
A predetermined amount of plastic (either in powdered or liquid form) is poured into a hollow metal mould which is made from either Cast iron or Aluminum. The amount of plastic used in the metal mould will be equivalent to the weight of the finished product. Rotational moulding has one big advantage of no waste. All the plastic poured into the mould is used.
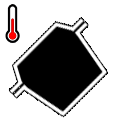 Stage 2 - Turning up the heat
Stage 2 - Turning up the heat
Once the plastic has been poured in, the second half of the mould needs to be securely clamped into position. The mould is then moved into the heat source where the rotation starts. Rotations are normally around 10-12 rev min, this is so all the plastic is dispersed equally. Also as well as rotating the mould will end start to tilt on its second axes.
By changing the speed of revolutions and tilts, it’s possible to control the thickness of the walls of the end product. If you use a ratio of 4:1 on the speeds of two axes, this should create an even wall thickness.
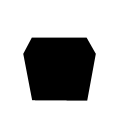 Stage 3 - Cooling down
Stage 3 - Cooling down
After the heating cycling is complete, the mould is removed from the oven and the cooling cycle begins. This involves using air blows and fine mists of water to slowly cool the mould. If the mould is cool too quickly the product may become distorted.
Once the moulding is complete, it now needs to be cooled. Most machines will have large fans/blowers at the bottom of the machine; they may also have cooling water sprays. The water is used in short spurts, so the mould cools evenly.
When the product is cooling, it starts to shrink away from the steel mould. Once cooled, if the adequate draft angles have been provided then the product should slide out. Release agents are used easy this process.